一分钟的时间,对于了解我们的锅炉管冷轧钢板货源直销产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:锅炉管冷轧钢板货源直销的图文介绍

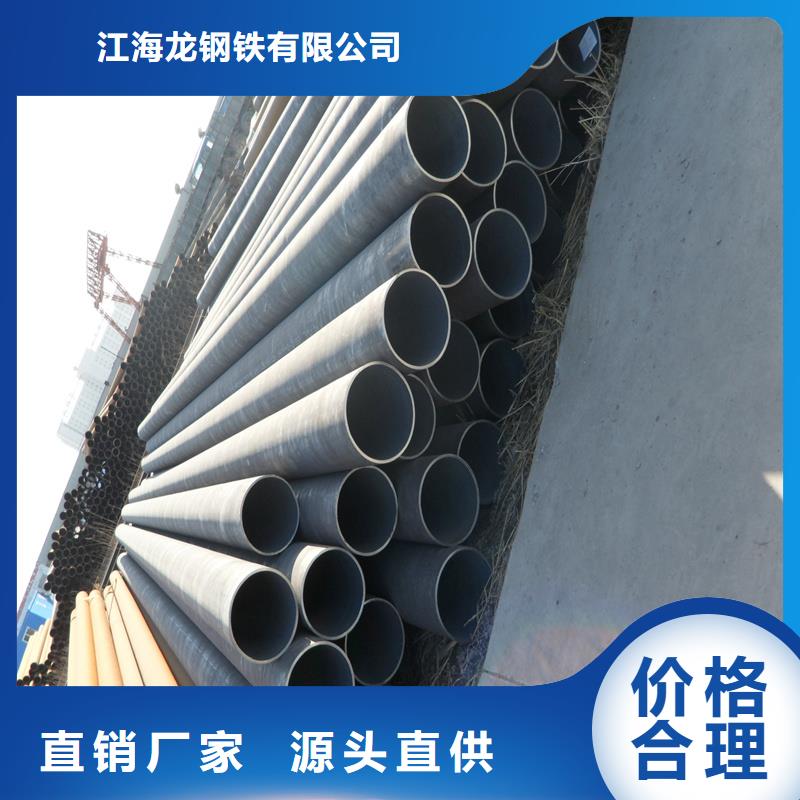
江海龙钢铁
有限公司地处东丽区军粮城工业园区宝仓道丽业物流园C-3002室,公司秉承信誉di yi,保质保量的生产原则;坚持科学管理,为顾客提供优质,主营产品: 甘肃天水合金板。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电垂询。



高压锅炉管除锈的基本方法
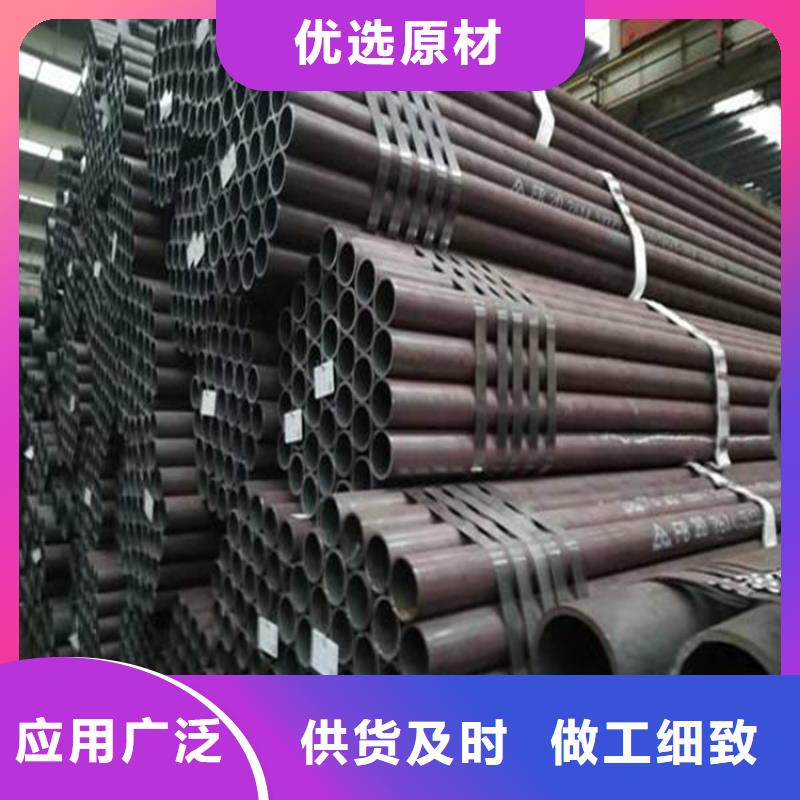
随着当前我国经济的发展,长输油气管线是能源保障的重要方式,在输油(气)管线防腐施工过程中,高压锅炉钢管的表面除锈也是非常有必要的,确保了防腐层的质量,在同样设备的基础上,大大提高工艺水平,降低生产成本。高压锅炉钢管除锈的基本方法:
【1】清洗:利用溶剂、乳剂清洗高压锅炉钢管表面,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除高压锅炉钢管表面的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。
【2】工具除锈:主要使用钢丝刷等工具对高压锅炉钢管表面进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若高压锅炉钢管表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度
【3】酸洗:一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。
【4】喷(抛)射除锈:喷(抛)射除锈是通过大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对钢管表面进行喷(抛)射处理,不仅可以彻底清除铁锈、氧化物和污物,而且高压锅炉钢管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度。



20g锅炉管材质成分
| 标准 | 牌号 | 化学成分 |
| C | Si | Mn | P | S | Cr | Mo | Cu | Ni | |
| GB5310 | 20G | 0.17-0.24 | 0.17-0.37 | 0.35-0.65 | ≤0.030 | ≤0.030 | / | / | ≤0.20 | ≤0.25 | / |
| 20MnG | 0.17-0.24 | 0.17-0.37 | 0.70-1.00 | ≤0.030 | ≤0.030 | / | / | ≤0.20 | ≤0.25 | / |
| 15MoG | 0.12-0.18 | 0.17-0.37 | 0.40-0.80 | ≤0.030 | ≤0.030 | / | 0.25-0.35 | ≤0.20 | ≤0.30 | / |
| 15CrMoG | 0.12-0.18 | 0.17-0.37 | 0.40-0.70 | ≤0.030 | ≤0.030 | 0.80-1.10 | 0.40-0.55 | ≤0.20 | ≤0.30 | / |
| 12Cr2MoG | 0.08-0.15 | ≤0.50 | 0.40-0.70 | ≤0.030 | ≤0.030 | 2.00-2.50 | 0.90-1.20 | ≤0.20 | ≤0.30 | / |
| 12Cr1MoVG | 0.08-0.15 | 0.17-0.37 | 0.40-0.70 | ≤0.030 | ≤0.030 | 0.90-1.20 | 0.25-0.35 | ≤0.20 | ≤0.30 | 0.15-0.35 |


20g高压锅炉管的焊接工艺认可试验
20g高压锅炉管搅拌摩擦焊焊接接头具有无气孔,晶粒细小,疲劳性能、拉伸性能和弯曲性能良好,焊接时无尘烟、无飞溅,节能,无需焊丝和保护气体,焊后残余应力和变形小等优点,是一种适用性很好的焊接方法。铜铬合金由于具有较高的强度、硬度,良好的
导电、导热性及耐腐蚀性,是制备电阻焊电极、金属模具、大型高速涡轮发电机导条、电动工具转向器等的优选材料。在发电机导条、电动工具转向器的加工制造过程中需要对铜铬合金进行焊接,目前,主要用熔焊、压力焊和钎焊等方法。由于铜本身物化性能以及杂质元素的影响,其接头容易出现气孔,强度、耐蚀性下降以及焊接变形大等问题。








 扫一扫
扫一扫